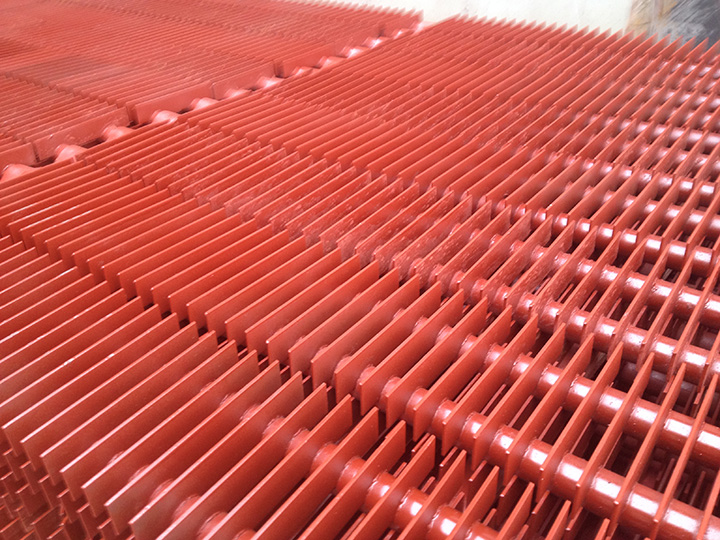
无锡市新宝红换热器有限公司 无锡市新宝红换热器有限公司位于美丽的太湖之滨,是一家专业生产翅片管,翅片管换热器,高频焊螺旋翅片管,热管式换热器的厂家。 本公司技术力量坚实,生产管理人员精干,聘请无锡地区高频焊翅片管制作工作经验丰富的管理人员和本地区的操作能手为生产技术骨干,解决高难度翅片管(合金钢和不锈钢等材料的高频焊接),采用国内优良的200kw高频设备,焊接机构全部采用优良的技术研制而成,具有导电性能强,功率发挥充分,焊着率高及焊接速度快等优点。